




Kalotte – Profilierung auch in Zukunft.
Unsere Leistungen


Was wir tun?
Wir beschichten, perforieren, profilieren und konfektionieren Produkte für den Bau der Abgasanlage
Und zwar in Form von Kalotten mit verschiedensten Maßen. Das sind Hohlformen, die in ein Metallblech getrieben werden. Daher auch unser Name: simpel und einfach, aber höchst effizient – Kalotte AG.
Schallabsorbierender Hitzeschutz
Unsere Materialien: mikroperforierte und kalottierte, z. T. heißgesiegelte Folien und Bänder aus Edelstahl und Aluminium. Der Nutzen? Unsere Produkte werden als schallabsorbierende Hitzeschilde eingesetzt. Und: Die Profilierung, die bei uns erfolgt, erhöht die Eigensteifigkeit.
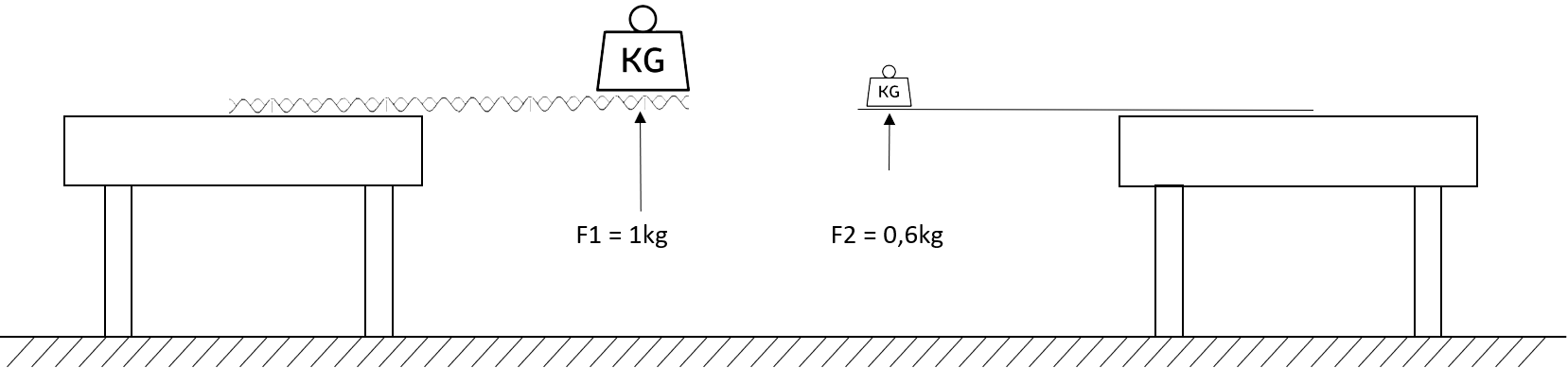
Erhöhung der Eigensteifigkeit
Wird das Trägermaterial profiliert, so erhöht sich dessen Gesamtfläche, was zu einer größeren Eigensteifigkeit führt.
Und wo werden unsere Produkte eingesetzt?
In der Autoindustrie im Motorraum, an & in der Abgasanlage und überall dort, wo Hitze entsteht. Kalotte-Produkte sind aber auch in der Weißwarenindustrie, der Energiespeicherung, effizienten Wärme- und Stromerzeugung zu finden.
Kalotte – auch zukünftig ein wertvoller Player.
Gestern – heute – morgen
Und das macht uns so wertvoll: Unsere Produkte sind nicht von irgendwelchen Trends abhängig.
Ob Verbrennungs- oder Elektromotor oder Zukunftstechnologien – unsere Profile erfüllen in allen Geräten ihre Funktion. Zuverlässig und hochwertig.
Kalotte – auch zukünftig ein wertvoller Player.
Unser Prozess
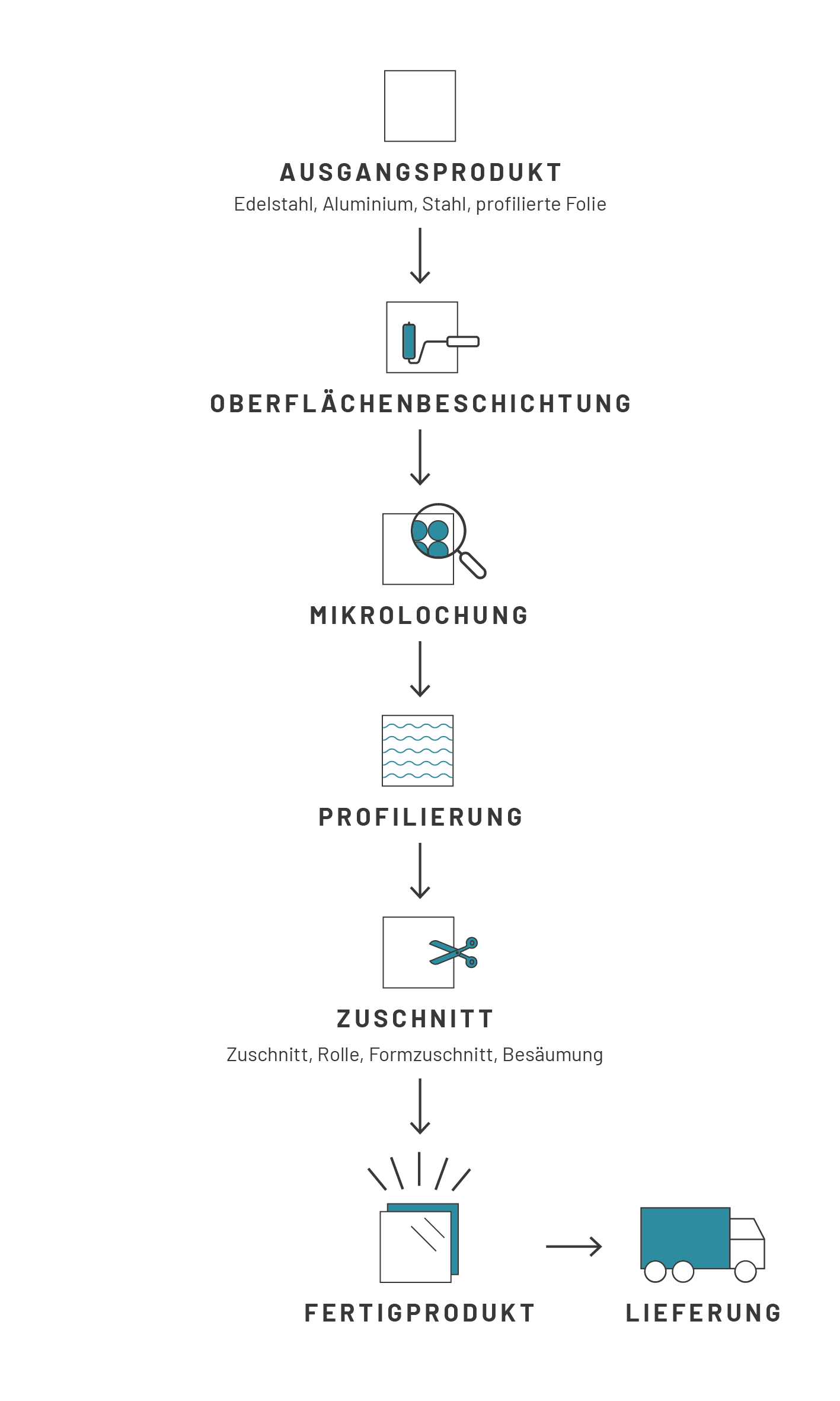
Schritt 1
Beschichtung
Beim Beschichten schmelzen wir die thermoplastische Überzugsschicht. So bildet sich eine Klebefuge zwischen dem Substrat und der Trägerfolie. Der Nutzen? Zusammen mit dem Trägerblech entsteht ein schallabsorbierender Hitzeschild, also eine akustisch und thermisch wirksame Isolationsschicht. Auf der der Schallquelle abgewandten Seite befindet sich eine Schutzfolie mit Mikrolochung.
Schritt 2
Mikrolochung / Perforierung
In weiteren Schritten werden die Trägermaterialien (Heißsiegelfolie, Edelstahl, Aluminium, Stahl) im Mikrobereich von 0,1 – 1 mm perforiert, anschließend erfolgt die Profilierung. Weiters geht das Universalprodukt in den auf Kundenwunsch definierten Prozess. Nach Lieferung zum Kunden, kann dieser direkt in die Produktion gehen um die Abgasanlage oder Teile davon fertig zu stellen. Wichtige kostenintensive Prozessschritte sind zu uns verlagert.
Mikroperforierung
- 1 – 40 Löcher/cm2
- in allen Ausführungen möglich
- von 0,1 – 1 mm
Schritt 3
Profilierung / Kalottierung
Geometrie
- aus Metallblech getriebene Hohlform
- Kugelschnitt
- gekrümmte Fläche eines Kugelabschnittes
- halbkuppelförmige Wölbungen
- Sinuskreise
- 2 Sinuskreise
- 45 °C zueinander versetzt
- 1 Mal versetzt
Produktcode
Feinkalotte UP 200 – 300 4,0 x 0,6 mm
Kleinkalotte XP 200 – 400 2,5 x 1,8 mm
Kalotte P 200 – 400 4,5 x 2,5 mm
Großkalotte GSP 200 – 300 8,0 x 3,5 mm
Würmchenstruktur WS 20 – 60 x 0,6 mm
Grobkorn | Stucco
Schritt 4
Teile in der gewünschten Form
JIT – Produkte:
Zuschnitte / Teile von 10 x 21 bis 1’250 x 4’000 mm
Rollenware
20 – 1000 kg
von 200 – 1270 mm Breite
Groß- und Kleincoils als Halbfabrikat zur direkten Coil-Verarbeitung in einer Pressenstraße
frei wählbare Coilbreite
Spalten und Besäumen
Spalten von Coils / Folien / Bändern von 0,05 – 0,8 mm
Besäumen (Beschneiden) und Trennen von Folien
bzw. Bändern
Schritt 5
Lieferung ab Lager
kurze Lieferzeiten durch Lagerhaltung der gängigsten Materialien, 1’000 to. lagernd
Konsignationslager, zweck- und produktionsgebundene Prozesse
unkomplizierte Abwicklung
Notfalllieferung innert einiger Stunden